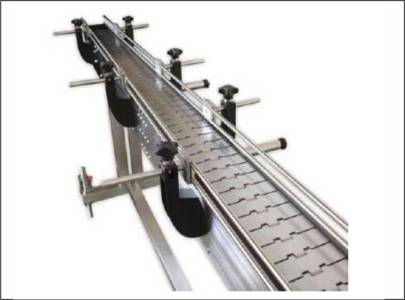

Slat conveyors offer a robust and versatile solution for transporting a wide range of products efficiently and reliably. Unlike belt conveyors, slat conveyors utilize a series of interconnected slats, mounted on chains or sprockets, to move materials along a defined path. This unique design provides several key advantages, making them ideal for various industries and applications.
Key Features & Benefits:
Applications:
Slat conveyors find application in a wide array of industries, including:
Choosing the Right Slat Conveyor:
Selecting the appropriate slat conveyor requires careful consideration of several factors, including:
Contact us today to discuss your specific material handling needs and let our experts help you design the perfect slat conveyor solution. We offer customized designs, installation, and ongoing maintenance services to ensure optimal performance and longevity.



