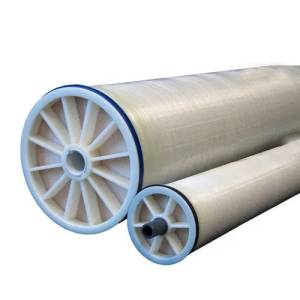

Our Industrial Reverse Osmosis (RO) membrane delivers superior water purification for demanding industrial applications. Engineered for high efficiency and extended lifespan, this membrane ensures consistent, high-quality permeate water, minimizing operational costs and maximizing your return on investment.
Key Features & Benefits:
Technical Specifications:
Ordering Information:
Contact our sales team for pricing and lead times. We offer comprehensive technical support to ensure the optimal selection and integration of our industrial RO membrane into your system. (Include contact information).
Note: Specific performance characteristics may vary depending on feed water quality and operating conditions. Consult our technical documentation for detailed information.



